

高功率激光二極管(HPLD)是發展最快的激光器類別之一,其快速發展背后的主要驅動力,來源于光纖激光器對泵浦源的需求激增;目前光纖激光器已經成為材料加工應用的首選工具。此外,HPLD還廣泛應用于光動力學治療、美容手術和組織外科手術等醫學領域,以及直接用于材料加工中,包括熔覆、3D打印、切割和焊接等應用。
HPLD的另一個應用領域是國防工業,在這個細分領域其增長驅動力主要來自對定向能武器的需求。HPLD能提供的400~2000nm的波長范圍,是任何其他類型的激光器所無法比擬的;其能提供的輸出功率范圍為從1W到300W以上,同時能在極為緊湊的體積下實現高達65%的光電轉換效率。[1]目前,單管能在0.5mm×5mm的外觀尺寸下,提供高達20W的可靠功率輸出。[2]
HPLD由于具備上述一系列獨特性能,因此非常適用于很多正在不斷增長的廣泛應用領域。分析師Nilushi Wijeyasinhe博士的一篇題為《2019-2029激光二極管和直接二極管激光器:技術、市場和預測》的報告顯示:到2029年,全球激光二極管和直接二極管激光器的市場規模將達到139.85億美元,其中激光二極管占119.52億美元,直接二極管激光器占20.33億美元。
關鍵工藝挑戰
芯片貼合工藝是HPLD制造中最關鍵的封裝工藝。在這個過程中,通常采用金錫(AuSn)共晶鍵合工藝,將單管或巴條形式的HPLD芯片貼合到熱沉襯底上。芯片貼合工藝對HPLD的光學效率和可靠性起著至關重要的作用。芯片貼合工藝所面臨的主要挑戰主要包括如何保障:高精度、共晶質量、空隙率、共面性,以及如何實現高混合、大批量生產。
在芯片或巴條的發射前端面和熱沉襯底的邊緣之間,有著極高精度的定位要求。通常,芯片貼裝工藝完成后,芯片的前端面到襯底邊緣之間,不應有凹痕;并且芯片端面突出襯底邊緣的部分,要小于5~10μm。為了實現這個目標,貼片機貼裝后的芯片端面凸出襯底邊緣的尺寸,通常應小于±2.5μm。激光芯片和襯底邊緣的公差分別小于1μm。因此,貼片機的定位精度必須小于±1.5μm。
隨著HPLD芯片功率的增加,單管變得更長,有些芯片的長寬比甚至超過了10。在這種情況下,巴條的貼裝極具挑戰性,因為大的貼裝表面積將放大貼裝后的缺陷,如空隙率和巴條傾斜角度。
定位精度1.5μm的高速貼片機
為了解決HPLD生產中面臨的芯片貼裝工藝挑戰,需要一種超高精度的、高速、高柔性的全自動貼片機。這臺機器要具備如下特性:定位精度小于±1.5μm、提供可編程的鍵合力、共晶階段和均勻施力過程(在可控力的作用下,沿X、Y、Z方向的微小運動)。根據這些要求,MRSI-H-LD 1.5μm全自動貼片機應運而生。
針對HPLD芯片貼裝工藝,MRSI-H-LD貼片機實現了±1.5μm@3σ的機械定位精度。同時,并行處理能力大大縮短了機器的周期時間。盡管貼裝速度高度依賴于具體的應用,但是典型的貼裝速度仍可達到每小時超過150個CoS(chip-on-submount)單元。
可編程的貼裝頭(bondinghead)具有實時閉環力反饋和調節功能,可以對III-V族半導體元件進行精細處理。例如,通過對每種組件類型所施加的力進行編程,HPLD制造商可以確保每種類型的高功率激光芯片,都可以對芯片施加經過獨特編程和控制的力,進行抓取和放置。
無空隙共晶過程
除了定位精度外,回流焊工藝中的溫度分布,對HPLD芯片貼裝過程也至關重要。在共晶過程中,需要格外謹慎,以在芯片和熱沉襯底之間形成一個薄的均勻共晶界面,使空隙最小,實現有效且均勻地散熱。這就要求貼片機對整個貼裝區域的共晶回流溫度進行精確且均勻的控制。
HPLD的貼裝過程,需要一個快速升溫和快速降溫的可編程均勻共晶加熱階段,并且在貼裝過程中溫度必須保持穩定。加熱階段還必須有混合氣體保護層,以防止鍵合表面氧化,并且在冷卻時界面具有最小的空隙。
例如,貼片機提供一個獨特的脈沖加熱快速共晶鍵合階段,該階段處于保護氣體之下,保護氣體中含有90%~95%的氮氫混合物,用于防止鍵合表面氧化。使用共晶組合,使共晶鍵合工藝溫度最小化,通常為315°C左右。加熱階段可編程到400°C,襯底的溫度保持均勻。加熱階段是為了長期穩定性而設計的。
一種獨特的可編程均勻施力解決方案,解決了共面性難題,在將芯片貼裝到襯底上的過程中,以通過向一個器件施加垂直力和水平力及運動的方式,來最小化鍵合空隙。一個用于定制化XYZ-theta的庫,可以在不同的芯片和襯底條件下實現共面性,提供近乎無空隙的過程控制。
共面控制
HPLD芯片或巴條與熱沉襯底之間的共面性非常重要,因為它會影響空隙率和誘導應力。因此,缺乏共面性會影響HPLD的性能和可靠性。
如果沒有良好的共面性控制,由于貼裝后的殘余應力在巴條中的積累,巴條可能會產生翹曲,這通常被稱為“smile效應”,[3]并且較長的芯片可能會產生不均勻散熱,從而在沿單管的長度上產生熱應力。因此,不同尺寸的單管芯片或激光巴條芯片,需要不同的鍵合力和精確的力控制。
特別設計的自流平(self-leveling)工具提高了鍵合力的均勻性,并且能擠出空氣減少空隙。通過在整個芯片表面施加均衡的鍵合力,可以產生幾乎無空隙的共晶鍵合,從而提供較高的芯片剪切強度和改進的共面性。
動態工具轉換
目前,HPLD行業正處于轉型期,由于缺乏標準化,制造商必須要面對不同外觀的產品增長以及由此所帶來的復雜性。不同供應商所設計的HPLD——CoS和BoS(bar-on-submount),呈現出多種不同的形式。因此,對于HPLD制造而言,高混合率的產品生產是一項極大的挑戰,因為HPLD的封裝設計必須面對許多不同的外觀形式,以滿足不同的應用需求。
MRSI-H-LD貼片機能夠在不停機的情況下,動態轉換工具,以處理不同形狀、不同尺寸的零件。該系統提供了業界領先的生產能力和靈活性,能夠在一臺機器上能夠實現CoS、BoS、chip on C-mount以及其他HPLD封裝工藝。
利用玻璃芯片對MRSI-H-LD貼片機進行了性能測試,并驗證了設備的精度。實驗內容包括測量CoS和BoS芯片貼裝工藝的位置精度、測量HPLD巴條的平坦度,以及用掃描聲學顯微鏡(SAM)測量空隙率。
基于15個數據點的樣本情況,實驗結果顯示,在X方向和Y方向的放置精度分別小于1μm@3σ和0.5μm@3σ(見圖1)。此外,MRSI-H-LD貼片機還具有倒裝芯片功能,能夠完成P側向上和P側向下的處理。
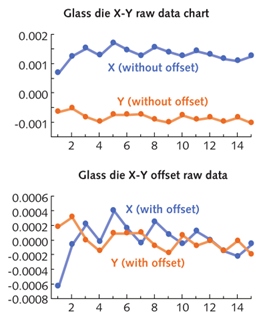
圖1:實驗測試顯示,MRSI-H-LD貼片機在X方向和Y方向的放置精度分別小于1μm和0.5μm(@3σ)。
CoS
對于典型的P側向上的CoS芯片貼裝的工藝要求,如圖2所示,CoS芯片貼裝中的關鍵尺寸是激光芯片相對于AuSn涂層的凸出量,即圖2中OH的尺寸,也就是下面的俯視圖中所顯示的A的邊緣(單管的端面邊緣線)到C的邊緣(AuSn表面線)的距離。對10個CoS進行測試的結果表明,貼裝精度小于±3μm @3σ,無凹陷,凸出量OH小于4μm。
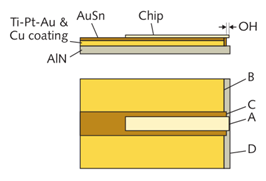
圖2:對于典型的P側向上CoS芯片貼裝的工藝要求,最關鍵的一個尺寸參數是OH,即A的邊緣(單管的端面邊緣線)到C的邊緣(AuSn表面線)的距離。
除了幾何位置分析之外,為了檢測焊料界面的空隙率,還使用掃描聲學顯微鏡檢測了尺寸為4mm×500μm×120μm的激光芯片樣品,該芯片通過AuSn焊料貼裝到AlN襯底上。貼裝后空隙率遠優于MIL-STD 883K Method 2030.2規范,并且還通過了更嚴格的HPLD空隙率規范(見圖3)。
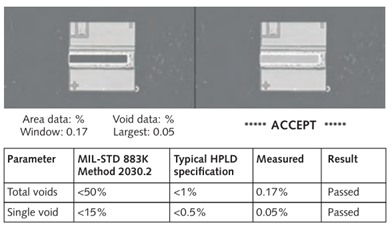
圖3:CoS空隙率測試表明,貼裝后的空隙率遠優于MIL-STD 883K Method 2030.2規范,并且還通過了更嚴格的HPLD空隙率規范。
雖然放置可重復性、精度和空隙率是HPLD芯片貼裝的重要性能指標,但是這些指標還必須要高速實現。典型的溫度分布用于共晶芯片貼裝工藝;總周期時間為23s,或每小時貼裝超過150UPH(units per hour)。
Chip on C-mount
以下是在銅鎢(CuW)C-mount封裝中,貼裝單管芯片所獲得的實驗結果。在實驗中,尺寸為2mm×500μm×0.12μm的單管芯片,被貼裝到尺寸為6.35mm×2.18mm×6.86mm(長×寬×高)的C-mount封裝襯底上(預先沉積了AuSn焊料)。對9個樣品的評估結果顯示,芯片在C-mount封裝襯底上的放置凸出量小于4.3μm@3σ,所實現的貼裝后關鍵參數都能到達目標規范要求。
除了放置精度外,還使用SAM方法測量了焊料界面的空隙率。使用Sonoscan D-9000 C-SAM測量工具采集原始圖像并進行處理,圖4中給出了測量的空隙率結果。再次,在這個實驗中,貼裝后空隙率優于MIL-STD 883K Method 2030.2規范,并通過了更嚴格的HPLD空隙率規范。
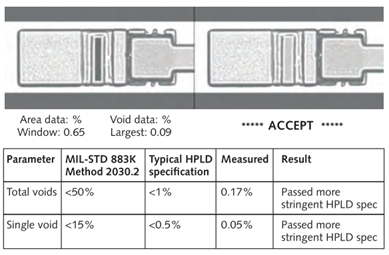
圖4:C-mount封裝的空隙率測試表明,貼裝后空隙率遠優于MIL-STD 883K Method 2030.2規范,并通過了更嚴格的HPLD空隙率規范。
BoS
以下是將HPLD巴條芯片貼裝到預沉積AuSn焊料的CuW襯底上的封裝結果。實驗中使用的HPLD巴條芯片的尺寸為10mm×2mm×130µm(長×寬×高),CuW襯底的尺寸為10.6mm×4.0mm×0.25mm(長×寬×高)。
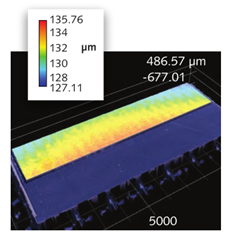
MRSI-H-LD貼片機具有一個自調平裝置,它通過在整個貼裝表面區域施加均勻的壓力來降低smile效應,從而保持激光芯片在襯底上的共面性。所貼裝的激光巴條的平坦度(見圖5)表明,發射激光的前端面邊緣的平坦度為130μm±1μm,或者說其機械smile范圍小于2μm,這個結果對于AuSn共晶鍵合是可接受的。
圖5:用VR50003D表面輪廓儀(由Keyence提供)測量的HPLD巴條的平坦度表明,發射激光的前端面邊緣的平坦度為130μm±1μm,或者說其機械smile范圍小于2μm,這個結果對于AuSn共晶鍵合是可接受的。
低smile效應的巴條能提供更高的光束質量,因此是所有高功率應用的一個關鍵指標。沿激光二極管巴條長度的線性偏移,也是一個重要的參數,因為激光二極管巴條的聚焦光束大小,會因這種偏移而變化。[4]通常,激光巴條的邊到邊的線性偏移應小于5μm。根據實驗結果,線性偏移的測量值為3.8μm@3σ,完全符合規范要求。
總結
實驗結果表明,MRSI H-LD貼片機提供了一個綜合性的柔性制造系統(FMS)解決方案,解決了HPLD芯片貼裝工藝面臨的所有難題。該機器的芯片放置精度小于1μm@3σ,優于1.5μm@3σ的規格,CoS和Chip on C-mount封裝的凸出量分別小于4μm和4.3μm。
此外,BoS的線性偏移為3.8μm,優于5μm的規格要求。空隙率測試結果表明,該機器超過了所有三種封裝類型的共晶鍵合工藝的空隙率要求。CoS、Chip-on-C-mount和BoS封裝可以在一臺機器上實現。對于一個典型的CoS,貼裝速度超過150UPH,其獨特的功能組合為大容量和高混合HPLD封裝生產,提供了一個柔性的綜合性芯片貼裝解決方案。
烜芯微專業制造二極管,三極管,MOS管,橋堆等20年,工廠直銷省20%,4000家電路電器生產企業選用,專業的工程師幫您穩定好每一批產品,如果您有遇到什么需要幫助解決的,可以點擊右邊的工程師,或者點擊銷售經理給您精準的報價以及產品介紹
烜芯微專業制造二極管,三極管,MOS管,橋堆等20年,工廠直銷省20%,4000家電路電器生產企業選用,專業的工程師幫您穩定好每一批產品,如果您有遇到什么需要幫助解決的,可以點擊右邊的工程師,或者點擊銷售經理給您精準的報價以及產品介紹